Electron Beam Welding is ideal when your application requires a very precise, clean weld with minimal heating of the material outside the primary area of the weld. Additionally, EB Welding is excellent for joining dissimilar and hard to weld metals.
EB Industries is the preeminent Electron Beam Welding services provider throughout the United States, Canada and Mexico, since 1965. Our electron beam welding services have produced millions of parts, and our customers range from small manufacturers to some of the biggest companies in the Aerospace, Medical and Energy industries. We areISO 9001:2015/AS9100D and NADCAP certified, have full engineering and metallurgy capabilities as well as extensive pre and post processing services.
A beautiful, complex EB weld, made possible by precision CNC table tracking.
High Precision Automated Electron Beam Welding
There are some welding applications that are mission critical - where weld location accuracy and precision require the most sophisticated welding process available. Meet EB WeldCube, a fully automated precision welding system that’s a game changer.
Electron beam welding is the ultimate fusion welding process. Electrons are generated (via an electron gun) and then accelerated to very high speeds using electrical fields. This high speed stream of electrons is then focused using magnetic fields and precisely applied to the materials to be joined. As the electrons impact the materials their kinetic energy is converted to heat, which causes the metals to melt and flow together. Electron beam welding generally occurs in a vacuum as the presence of gas molecules can scatter the beam.
Because of the high voltages involved in EB welding, and the required vacuum, the entire process is computer controlled and heavily automated. The precise nature of the technology often calls for specialized fixtures to secure parts for joining, and CNC tables are commonly used to move the fixtures and workpieces within the welding chamber.
Electron beam welders are very expensive, must be tightly maintained, and the support required by the high voltage and high vacuum technologies can be demanding. However, electron beam welds are incredibly precise, strong and pure, the entire process accurately repeatable, and for many applications and materials, electron beam welding is the best joining technology there is.
Application Advantages of Electron Beam Welding
Precise Control, Excellent Weld Depth
Weld penetration can be closely controlled — from a minuscule 0.001 inches to a depth of up to 2 inches.
Small Heat Affected Zone
Electron beam welding has a very high depth-to-width ratio. This allows for a deep and very narrow heat affected zone, which minimizes material shrinkage and distortion and allows welds in close proximity to heat sensitive components.
Strength
EB welds retain up to 95% of the strength of the base materials.
High Purity
Because electron beam welding takes place in a vacuum environment, impurities such as oxides and nitrides are eliminated and impurities in the materials are simply vaporized. This results in extremely clean welds perfect for joining a wide range of metal alloys.
Versatile
Electron Beam welding is excellent for joining refractory and dissimilar metals which are not weldable with the conventional welding process.
Production Capable
Our CNC controlled welders ensure precise control and repeatability at feed rates from 1 to 200 inches per minute.
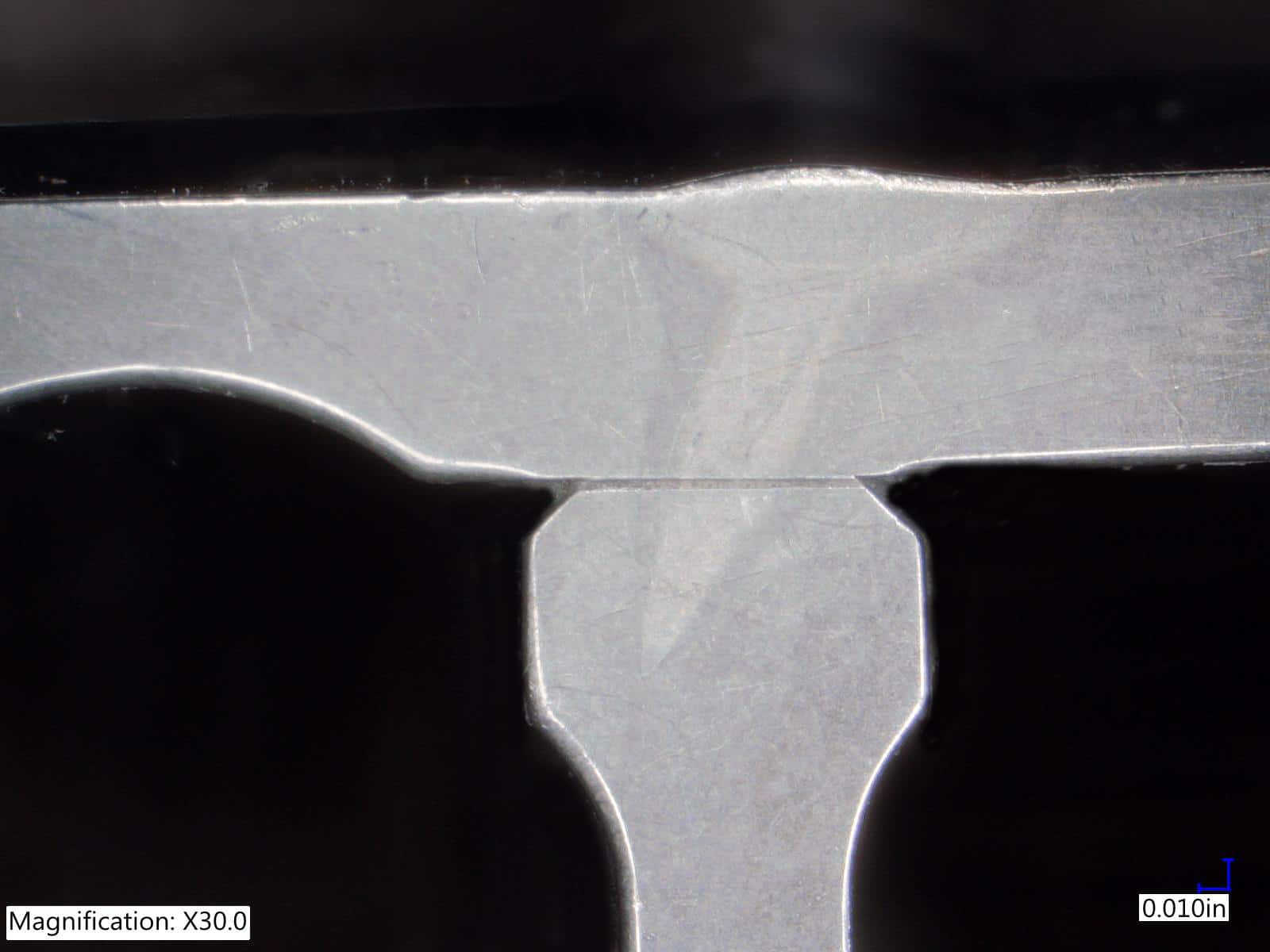
The purity of this electron beam weld is apparent in this magnified cross section: the weld spike can barely be distinguished from the base material.
A comparison of welding processes:
Electron Beam
Laser
Conventional/Manual
Typical Weld Cost
$$$
$
$$
Size Restrictions
Limited to vacuum chamber size
Workstation dependent
None if done manually
Dissimilar Materials
Excellent
Good w/ stir welding
Challenging
Magnetic Materials
Challenging
Excellent
Process dependent
Depth (max penetration)
3 inches
1 inch
Shallow w/out multipass & notch
Width to Depth ratio (min w/d%)
Extraordinary (10%)
Excellent (25%)
Poor (various)
Heat Generated
Low/medium
Low (pulsed)/High (CW)
High
Purity (no electrode/filler)
100%
100%
Limited based on process
Repeatable
Highly with CNC
Highly with CNC
Limited/manual w/out CNC
Hard to reach area
Excellent
Good – gas coverage concerns
Limited
Capital Investment (barrier to entry)
$$$$$
$$$
$
Case Study
Service: Electron Beam Welding
Sector: Aerospace
Customer: ValveTech
Product: Thruster Valves
ValveTech makes thrusters that are used on spacecraft. They need welds that are 100% reliable, and they need exceptional customer service to help them keep pace with development and delivery. ValveTech relies on EB Industries as a trusted partner to help hit those launch dates. Find out about it. Click the link below.
A Typical Electron Beam Welding Procedure
While every Electron Beam welding job is different, there is a base procedure we follow at EB Industries that allows us to maintain both weld quality and production rate.
The parts to be assembled are thoroughly inspected and cleaned;
Fixtures to hold the parts securely in place during the welding process are devised. We try to maximize the number of parts that can be welded per vacuum cycle to maintain high production rates. If necessary, fixtures are custom made in our complete machine shop;
Parts are loaded into their fixtures and the fixtures attached to the Electron Beam welder’s CNC table. The CNC table is programmed to precisely move the parts into position under the electron beam during the welding process;
The vacuum chamber is secured and the air pumped out of it to achieve the necessary partial or full vacuum required by the customer specification;
If necessary, test welds are performed to check for proper beam alignment and focus, beam power, weld penetration and overall quality of the weld. Parameters are adjusted as needed, and continually monitored during all welding operations;
If it is a production weld cycle, the welding operator initiates the CNC table programming and Electron Beam firing cycle. The parts are then Electron Beam welded;
At the end of the welding cycle, the vacuum chamber is pumped down and the parts and fittings are removed from the welder;
The parts are carefully removed from their fixtures and then subjected to a full quality control inspection.
Custom tooling used to hold parts in place in a welding chamber.
Quality Management for Electron Beam Welding
Because much of our EB Welding work is for high performance/high risk applications in the Aerospace and Medical sectors, EB Industries maintains the highest levels of quality in the industry.
We weld to AMS 2680C and AMS 2681B specifications for electron beam welding aerospace components in soft to hard vacuum atmospheres;
Services delivered in compliance with the aerospace quality system AC7110/3 Rev. E and AC7004 standards;
All welding equipment and operators meet MIL-STD-1595A, AMS-STD-1595A, and AWS D17.1:2000 specifications;
Full quality control and inspection system in compliance with MIL-I-45208A;
Metrology program in accordance with MIL-C-45662A standards.
Personnel
All our electron beam welding technicians are highly trained to meet MIL-STD-1595A, AMS-STD-1595A, and AWS D17.1:2000 specifications, and industry leading average 15 years of experience – this is high for the industry. Additionally, they are supported by full engineering and maintenance staff, a dedicated quality control department and an in-house machine shop.
EB Welding Equipment
All of our EB welders are equipped with automated rapid vacuum cycling for faster production speeds, full computer controls and digital displays for precision and accuracy, and CNC tables for precise part manipulation and feed. We custom make our own weld fixtures in our in-house machine shop to ensure top quality at high production volumes.
5 Electron Beam Welders
Up to 76” in Length (With Chamber Extensions as Needed)
Low Voltage (60 kV) and High Voltage (150 kV)
5-Axis CNC Capabilities. Automated Joint Tracking
Chamber extensions, data loggers and joint tracking options available as needed.
Additional Services
Because parts that require EB welding often require additional processing before and after the parts are welded, EB Industries offers a wide array of additional services.
Pre Processing
CAD/CAM Product Design and Weld Design
Tooling Design & Fabrication
Parts Cleaning & Assembly
Strategic Sourcing and Subcontractor Contract Management
Post Processing
Metallurgic Evaluations
Leak Testing
Destructive and Non-Destructive Testing
Post Weld Thermal Treatment
Frequently Asked Questions
What is electron-beam welding used for?
Electron beam welding is used to join components requiring high precision, controlled heat input, deep penetration (high strength), high purity (without the use of filler material) and repeatable results.
Is electron-beam welding expensive?
The cost for electron beam welding does tend to be higher than other welding methods like laser welding and TIG welding as there’s a restriction on how many parts can be welded per batch due to the size of the vacuum chamber. Each assembly is different and there may be some parts that would be cheaper using electron beam welding. It’s on a case-by-case basis.
Does electron-beam welding require a vacuum?
Yes, electron beam welding must be done inside of a vacuum for several reasons:
The acceleration of electrons required to melt and fuse the components can only be done under high vacuum.
Welding inside of a vacuum protects the electron beam from air and gas particles that will scatter and diffuse the electrons leading to an inefficient joining process as the energy won’t be uniformly applied to the workpiece
The vacuum chamber protects the weld pool from contaminates that would negatively affect the quality of the weld leading to potential cracks and blowouts from outgassing and contamination.
What are the problems with electron beam welding?
Because of the need for a vacuum chamber, the process is limited in terms of part size as too large of a part won’t fit inside of the vacuum chamber.
The limited size of the chambers can lead to parts being more expensive than traditional joining methods as less parts can be processed per hour.
Electron beam welding is a less effective joining process for rough cut parts with gaps as filler material is required to fill in those areas which is more common in conventional welding like TIG welding.
What are the hazards of electron beam welding?
Radiation – Electron beam welding emits radiation through the welding process. That’s why the machines need to be lead lined to avoid exposing technicians to this harmful welding byproduct.
Welding fumes – Fumes are a typical byproduct of other welding processes. Because the welding is done inside of a chamber, technicians are well protected against this hazard.
How efficient is electron beam welding?
Electron beam welding is a very efficient process as compared to other welding methods. Electron beam welding can retain up to 97% of the strength of the parent materials due to the precise and localized heat input as well as the fact that no filler material is required.
What is the speed of electron beam welding?
Electron beam welding can be done at speeds up to 200 inches per minute. This is about 40 times faster than conventional welding methods like TIG welding. This makes it a great production process for higher quantities and minimizes the heat input.
Is an electron beam the same thing as a laser?
No, an electron beam is generated through an electron beam gun which accelerates electrons onto the workpiece. The kinetic energy then causes the parent materials to melt and fuse.
A laser beam is generated by rapidly raising and lowering the energy state of a “optical gain material,” such as a gas or a crystal, which causes the emission of photons. The photons are subsequently concentrated and made coherent (lined up in phase with each other) and then projected on the surface of a part where radiant heat “couples” with the material, causing it to melt and produce the weld. Unfortunately, the majority of the laser’s power is wasted on heat and reflected off the part’s surface. Thus, by contrast, the depth penetration per unit of power in a laser weld is less than that of an electron beam weld. This problem can be mitigated by pulsing the laser, i.e., varying the power of the laser during the weld cycle. Pulsing the laser lowers the average power during the weld cycle keeping the part relatively cool. This can be particularly beneficial in achieving a strong weld on highly reflective materials such as copper and aluminum.
What is dissimilar metal welding?
Dissimilar metal welding is the process of joining two different metals or alloys with distinct and disparate physical and chemical properties, that require specialized techniques to overcome challenges such as different melting points, thermal expansion rates and potential formation of brittle intermetallic compounds. This specialized approach is most often employed for complex components in industries like aerospace, medical devices and energy production where twin goals are weight reduction and functional optimization.
EB Industries offers expertise in dissimilar metal welding, utilizing electron beam and laser welding capabilities to join metal combinations that are typically challenging to weld with conventional processes.
How can you create strong welds between dissimilar metals?
Creating strong welds between dissimilar metals requires careful control of heat input, precise joint design and possibly the use of transition materials or interlayers to mitigate intermetallic formation. Electron beam and laser-based techniques are particularly effective for dissimilar metal welding due to their localized heat input, fast cooling rates, and ability to precisely control energy delivery.
EB Industries has developed proprietary methodologies for welding dissimilar metals, leveraging its extensive experience with electron beam welding and advanced laser welding techniques to provide robust, secure connections between challenging material combinations.
What metals should not be used together?
Certain metal combinations should be avoided in welding due to metallurgical incompatibility, including copper-aluminum pairs that form brittle intermetallics, titanium-steel combinations that create hard, brittle phases, and metals with vastly different melting points like tungsten and aluminum. When dissimilar metals must be joined, specialized processes such as electron beam welding in vacuum environments can sometimes overcome these challenges by limiting oxidation and providing precise energy control.
EB Industries offers engineering consultations to evaluate material compatibility for dissimilar metal welding projects, leveraging decades of experience and a depth of metallurgical expertise to advise clients and to develop specialized solutions when challenging combinations are a project necessity.
Our Customers Tell Our Story
Customer Voices
Their technical skills are what sets them apart. They are easy to work with, and they have a good technical team.
NP
Engineering Manager at a major Aerospace/Defense manufacturer
Customer Voices
A top strength is their commitment to delivery. They always meet our delivery requirements. We’ve used several suppliers, but we continually use this one because they consistently maintain their commitment dates, which is critical to both us and our customers.
Bob
Mfg/QA Director at a Microwave and RF Device Manufacturer
Customer Voices
We are very happy with the quality of the work. They really know what they’re doing.
Renata
Purchasing Agent at a Precision Machining Shop for Aerospace and Medical OEMs.
Customer Voices
They are good communicators, very reliable with on-time delivery. They seldom miss the date they committed to.
Marianne
Purchasing Agent at a Custom Parts Manufacturer used by Aerospace OEM’s
Customer Voices
They are always available when we need welding. Their facilities can handle our needs, and that’s unique to them.
Frank
Purchasing Agent at an Aerojet Rocketdyne Company
Customer Voices
The people who work there are exceptional. They get things done for us in a timely fashion.
Mike
Senior Buyer at an Aerospace Component Manufacturer
Our EB Welding Customers Include:
Talk to an Engineer
EB welding requirements can be complex – between the materials, the standards and the cost effectiveness. Our engineers are available to answer any questions you might have, and suggest solutions to make your project more viable. You can even upload prints and documents if you wish, so that we can look things over and get you an answer fast.
We’d be happy to quote your project, or help you work out any technical issues you might be running into. Our engineering staff is your resource. Call us at +1.631.465.9113 or use the links below.